
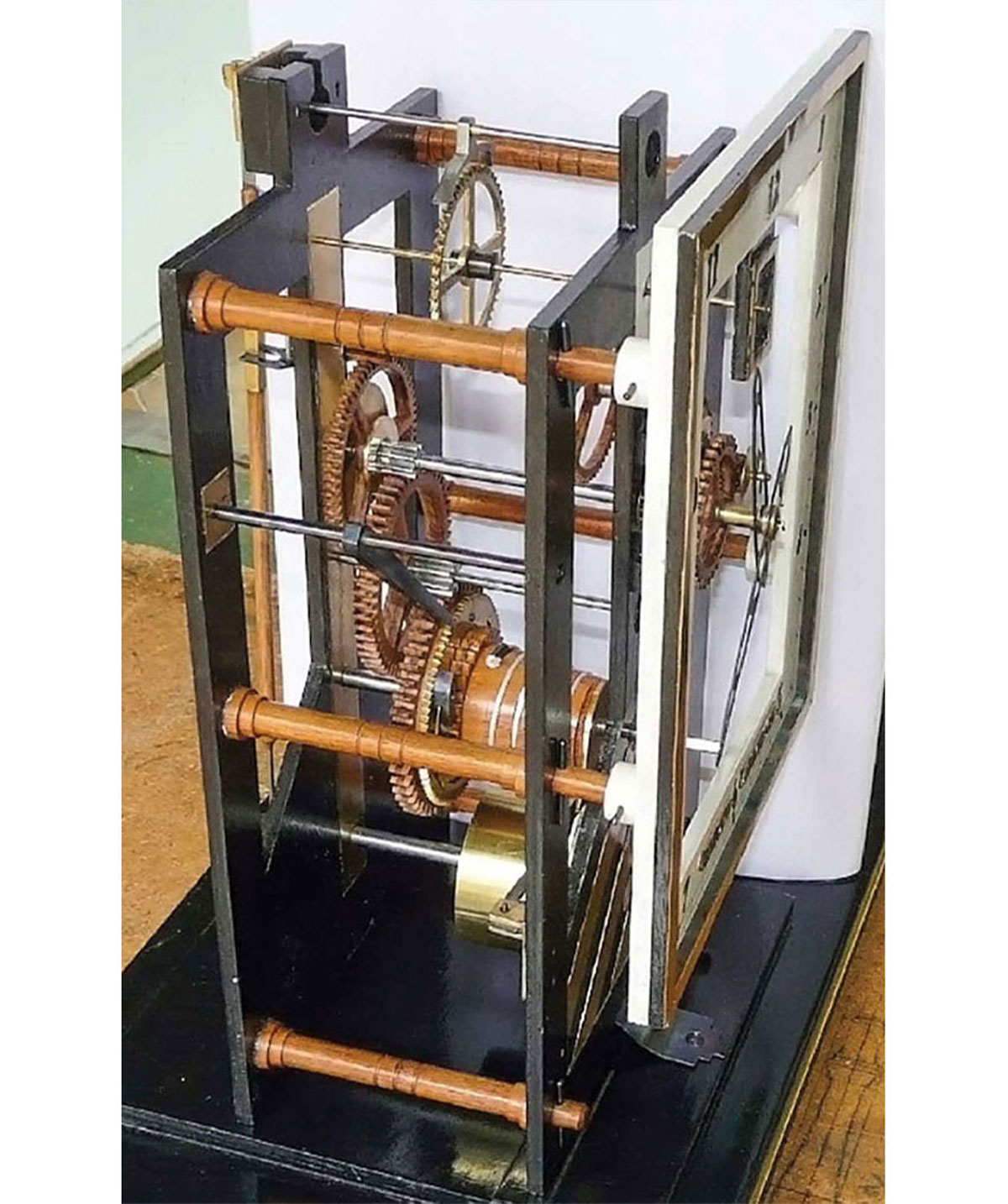
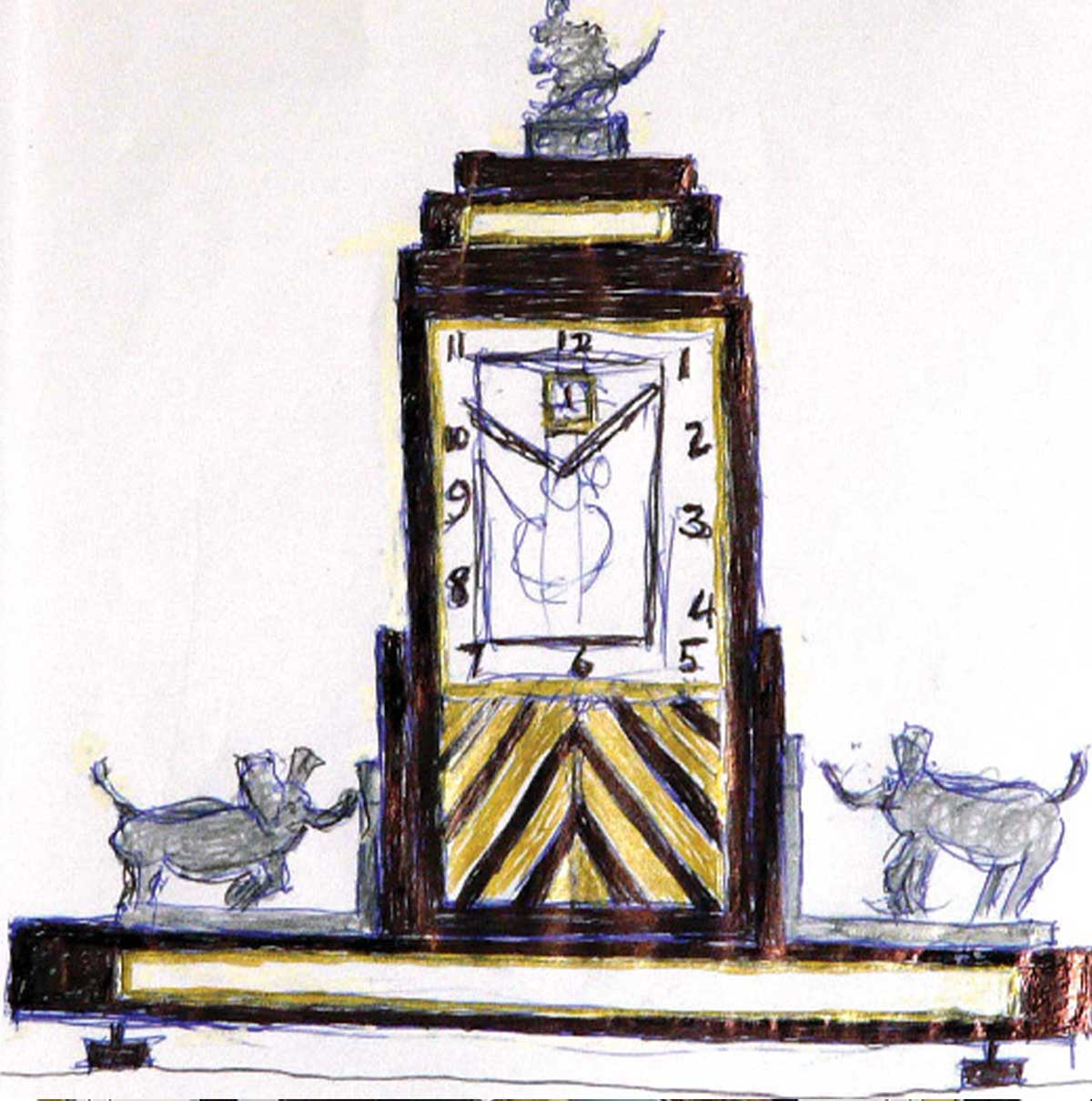
This article describes the design and creation of an 8-day Art Deco-style clock (Figure 1). The clock is spring-driven and is of hybrid construction with wheels and pinions of both wood and metal.
Before starting a clock, I form a mental picture of what features I would like the clock to have. Usually the clock will include something that I have not done before. Because a clock can take many months to create, I will not start unless I am reasonably confident that I am able to bring it to completion. With a new design there is no guarantee of success, and problems often occur along the way. These can take weeks to resolve, and occasionally no solution can be found. In this circumstance the clock could become a lifeless unfinished object, or a design compromise may be possible that will rescue the project. The latter was the case with my Art Deco clock.

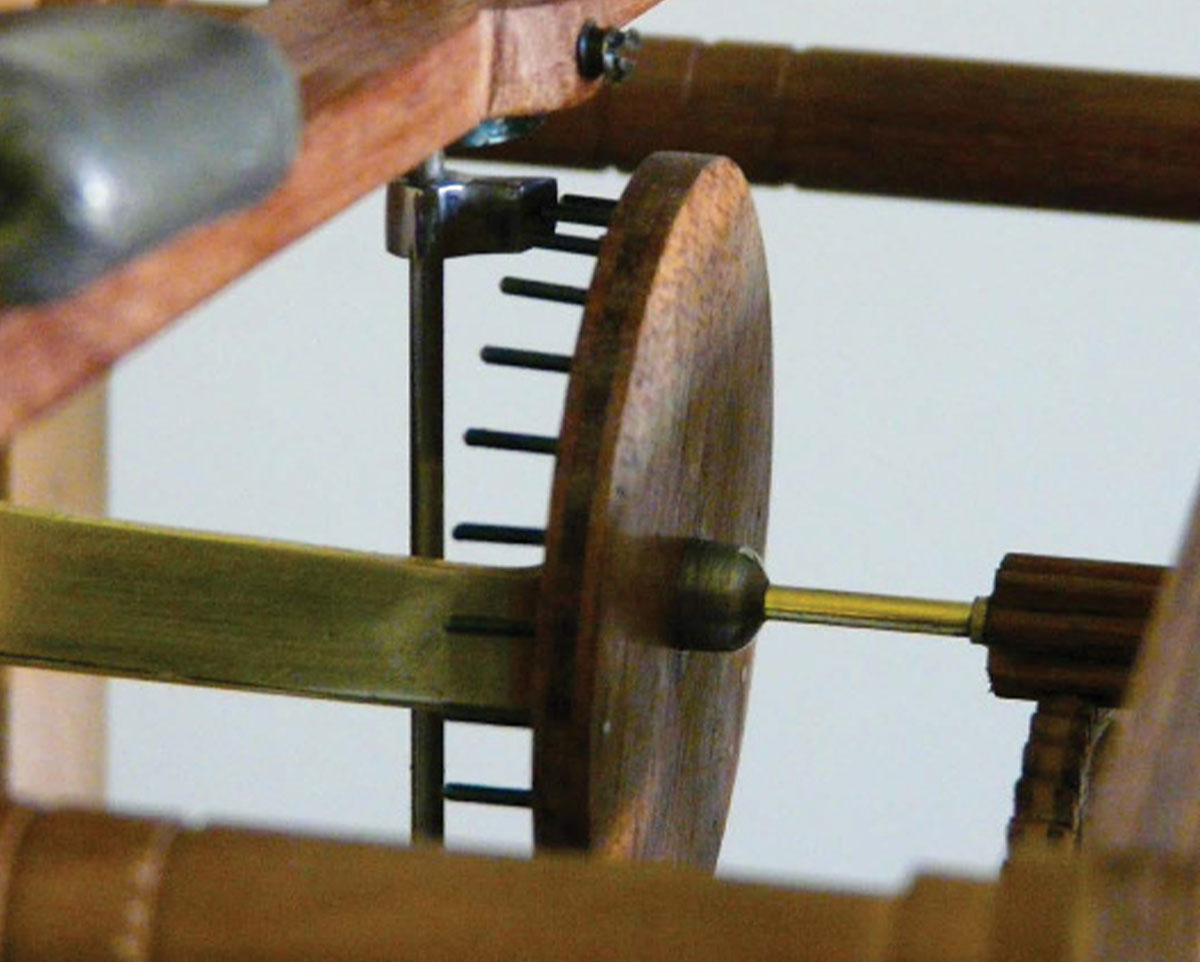
The pinwheel was made from 7.5 mm (0.3") Australian blackwood, three-ply. Twenty-seven pins of 1.25-mm (0.05")–diameter high-carbon steel were evenly spaced around the wheel. Particular care was taken to ensure that the pins were accurately spaced, secure, and of even height. A helical spring measuring approximately 2 cm (0.8") in diameter and 3.5 cm (1.4") in height was made from a piece of 0.3-mm (0.012")–thick clock spring. The clock spring was softened by heating it to cherry red and then slowly withdrawing it from the flame. A strip of approximately 1.6 mm (0.063") × 60 cm (23.6") was cut from the edge of the spring with tin-snips. The strip was then gauged to a 1.5 mm (0.059") width by careful filing until it just passed through a short piece of 1.5-mm–diameter brass tubing. After gauging, the spring was evenly coiled around a piece of 2-cm (0.8")–diameter brass tubing with the ends held in place by hooking them into holes that had been drilled in the tubing. The tube and spring were then heated until the spring was cherry red and hardened by quenching in oil. Verge pallets were next made from tool steel and heat-hardened (Figure 4).
I made numerous adjustments, including slight alterations to the heights of the pins that were either catching or skipping, and changing the geometry of the pallet angles from 60 degrees to 50 degrees and then to 63 degrees. Two weaker helical springs were also made and tested but without success. I found the escapement to be extremely sensitive and unforgiving. Some of the problem may have been caused through minuscule variations in the speed of the pinwheel as it moved from one pin to the next, and/or tiny changes in the oscillation frequency of the balance wheel, but I am still unsure of the precise reason for the pallets to skip or catch occasionally.

First, I calculated the theoretical length of the pendulum required to be about 30.65 cm (12.08"). The procedure for calculating simple pendulum lengths is given by de Carle.4 I also found that the maximum diameter of the 54-tooth escape wheel that could be fitted into the movement was 65 mm. The tooth spacing on the escape wheel was calculated as follows:
65 × π/54 mm = 3.78 mm (0.149")
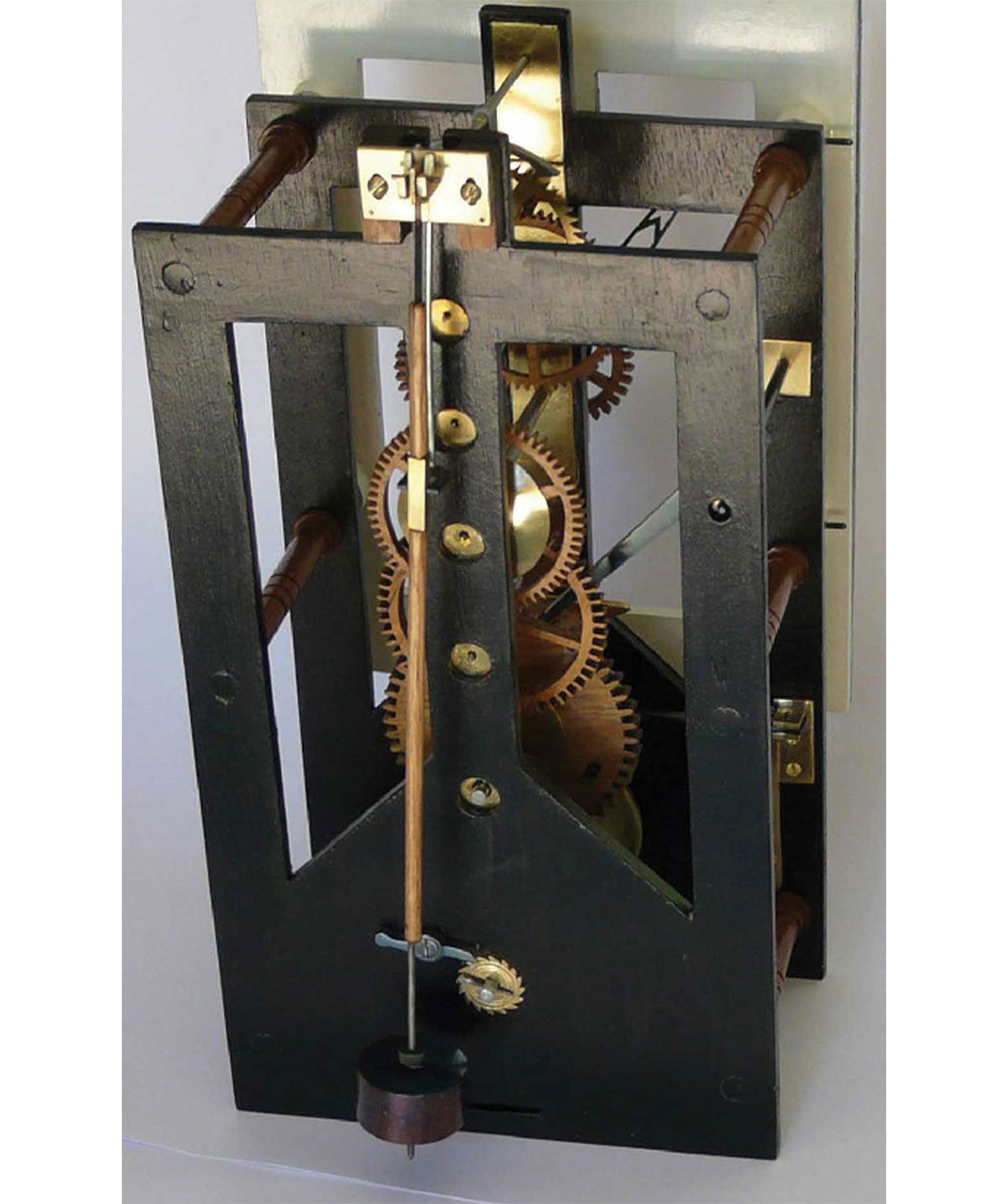
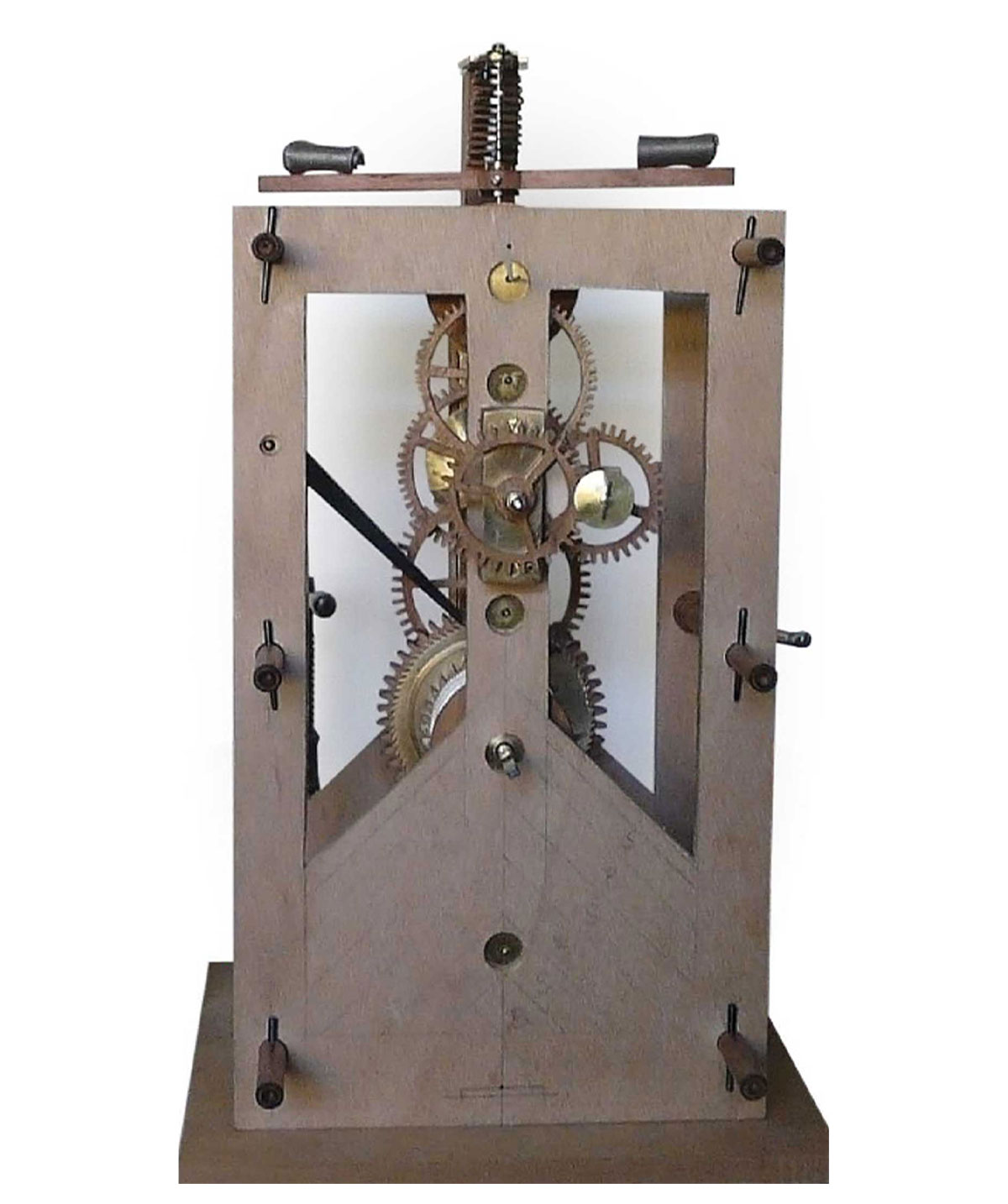
By dovetailing two 4.5 cm (1.8") extensions into the tops of the front and back plates, room was made for the pivot holes for the anchor escapement and the pendulum suspension cock. An anchor escapement was made from an old flat file that was about 4 mm (0.16") thick. The procedures for making the anchor were as those given by Penman.3 Figure 7 shows the completed and installed escape wheel, anchor, and pendulum.
The anchor spans 9.5 teeth on the escape wheel, and the pendulum swings in a full arc of approximately 3.75 degrees. A piece of 0.002"-thick feeler gauge was used to make the pendulum suspension spring, and the bob is of heat-blued steel measuring 38 mm (1.5") (D) × 21 mm (0.83") (H).
The bob weighs 198 g (7 oz) and is drilled through the center so that it can move up and down on a screw thread; it is clamped in place with nuts at the top and bottom. The crutch fork engages on a piece of square brass tubing set into the wood pendulum rod (Figure 8).
After the clock had been adjusted to an accuracy of about 10 sec/day, the length of the pendulum from the flexure point on the suspension spring to the center of the bob was approximately 31.8 cm (12.52"), which was 11.5 mm (0.45") longer than the length I had calculated for a simple pendulum. This difference exists because my pendulum is a compound pendulum and its center of oscillation is above the center of the bob, as is the case with all normal clock pendulums.4

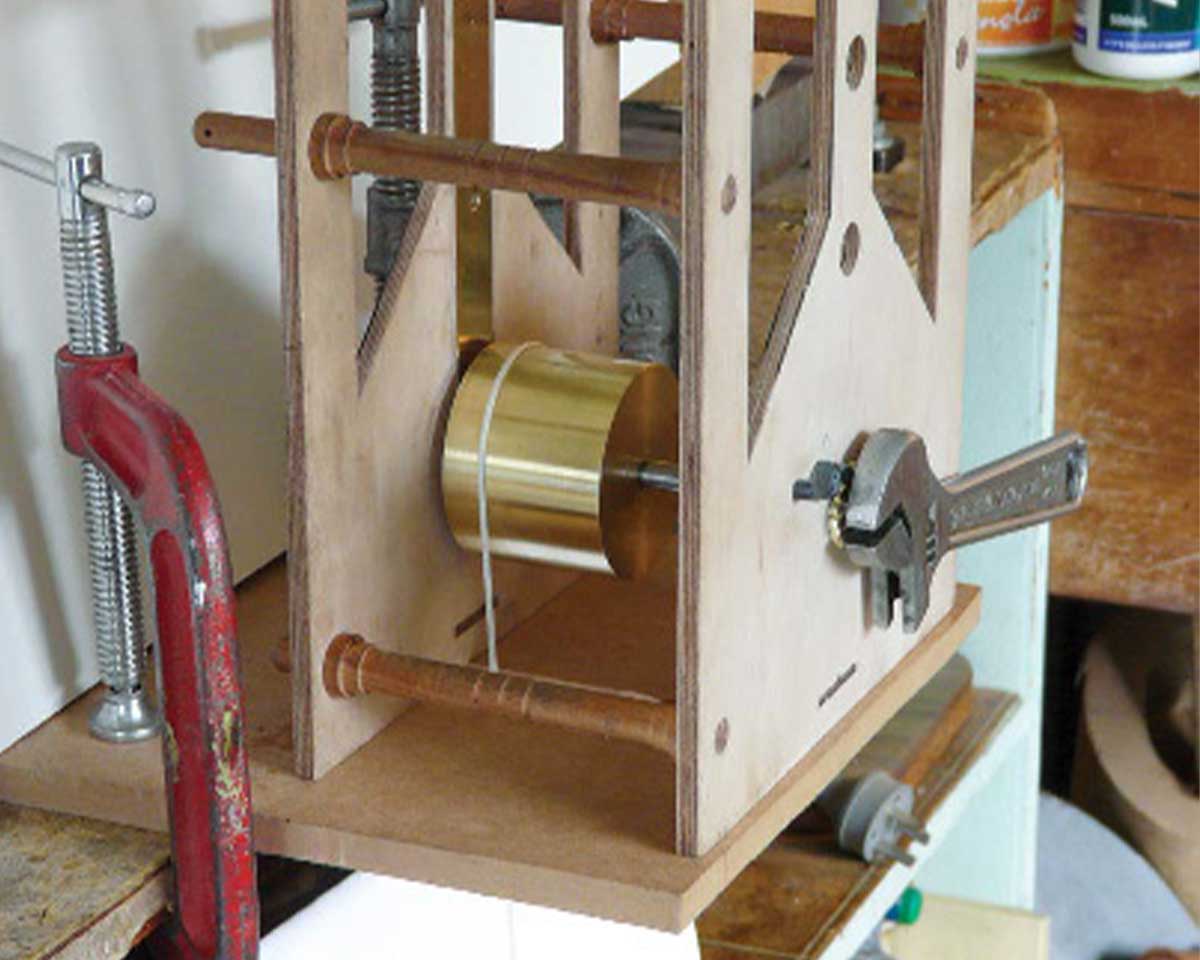
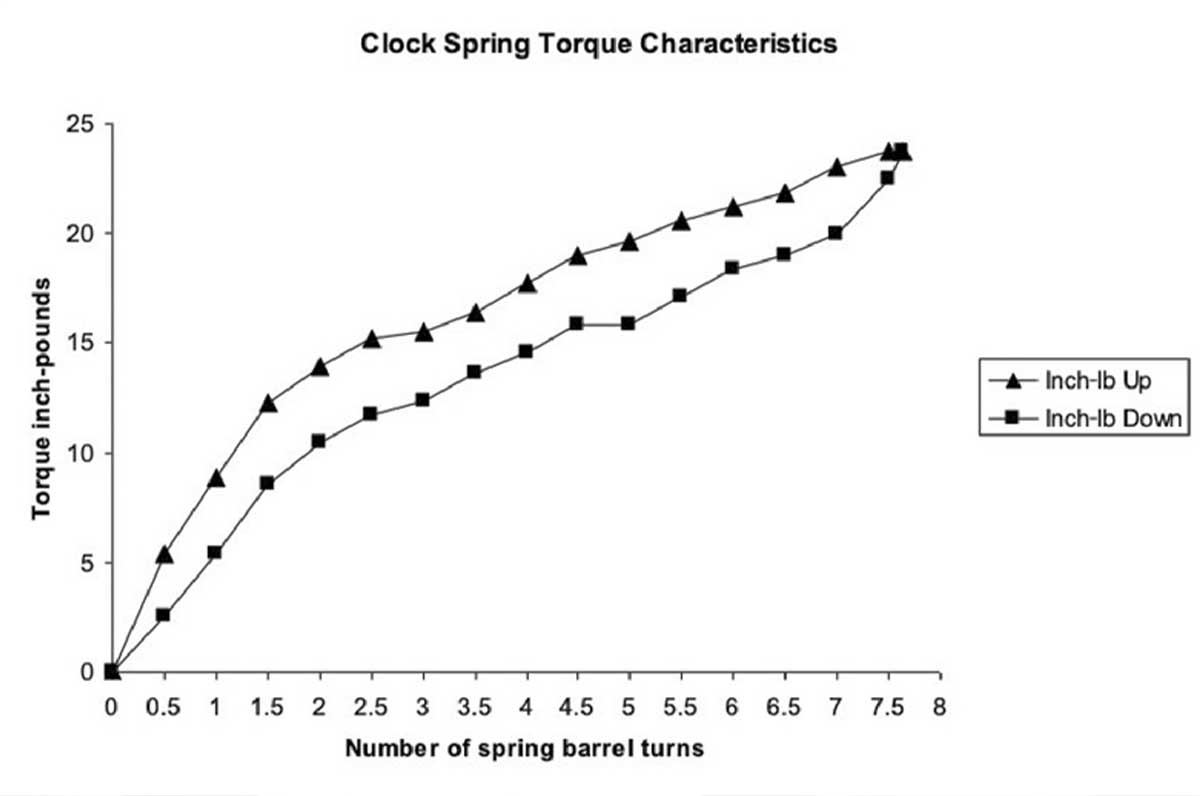
Table 1. Approximate actual torque at each turn of the fusee
| Fusee turn | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Torque (inch-lb) | 12.4 | 12.8 | 13.2 | 13.3 | 13.2 |
Table 2. Gear train details
| Item | Teeth count | Outside diameter (mm/in) | Time per turn |
|---|---|---|---|
| Spring barrel | 63.3 / 2.49 | 67.5 hr | |
| Fusee cone | 35.8 / 1.41–46.1/1.81 | 40.5 hr | |
| Great wheel | 48 | @91.1 / 3.59 | 40.5 hr | Intermediate wheel pinion (steel) | 54 8 |
79.8 / 3.14 15.8 / 0.62 |
6.75 hr |
| Center wheel pinion (steel) | 64 8 |
73.8 / 2.91 12.5 / 0.49 |
1 hr |
| Fourth wheel pinion | 60 8 |
67.4 / 2.65 9.9 / 0.39 |
7.5 min |
| Escape wheel (brass) pinion | 54 8 |
65.0 / 2.56 9.7 / 0.38 |
1 min | Cannon pinion | 12 |
17.0 / 0.67 | 1 hr |
| Motion wheel pinion | 36 8 |
50.6 / 1.99 13.8 / 0.54 |
3 hr |
| Hour wheel | 32 | 53.8 / 2.12 | 12 hr |
I used the temporary wooden drum, which I had attached to the great wheel arbor, to find the drive torque needed to run the clock. This arbor now carries the fusee cone. The drive torque was found by adjusting the weight of a can of scrap metal suspended on a line attached to the winding drum. These tests showed that the clock required a torque of 12 in-lb. Calculations were done to determine the strength of the spring required to deliver sufficient torque.
I bought a spring with the following measurements:
38 mm (1.5") (H) × 0.45 mm (0.018") (T) × 200 cm (78.7") (L)
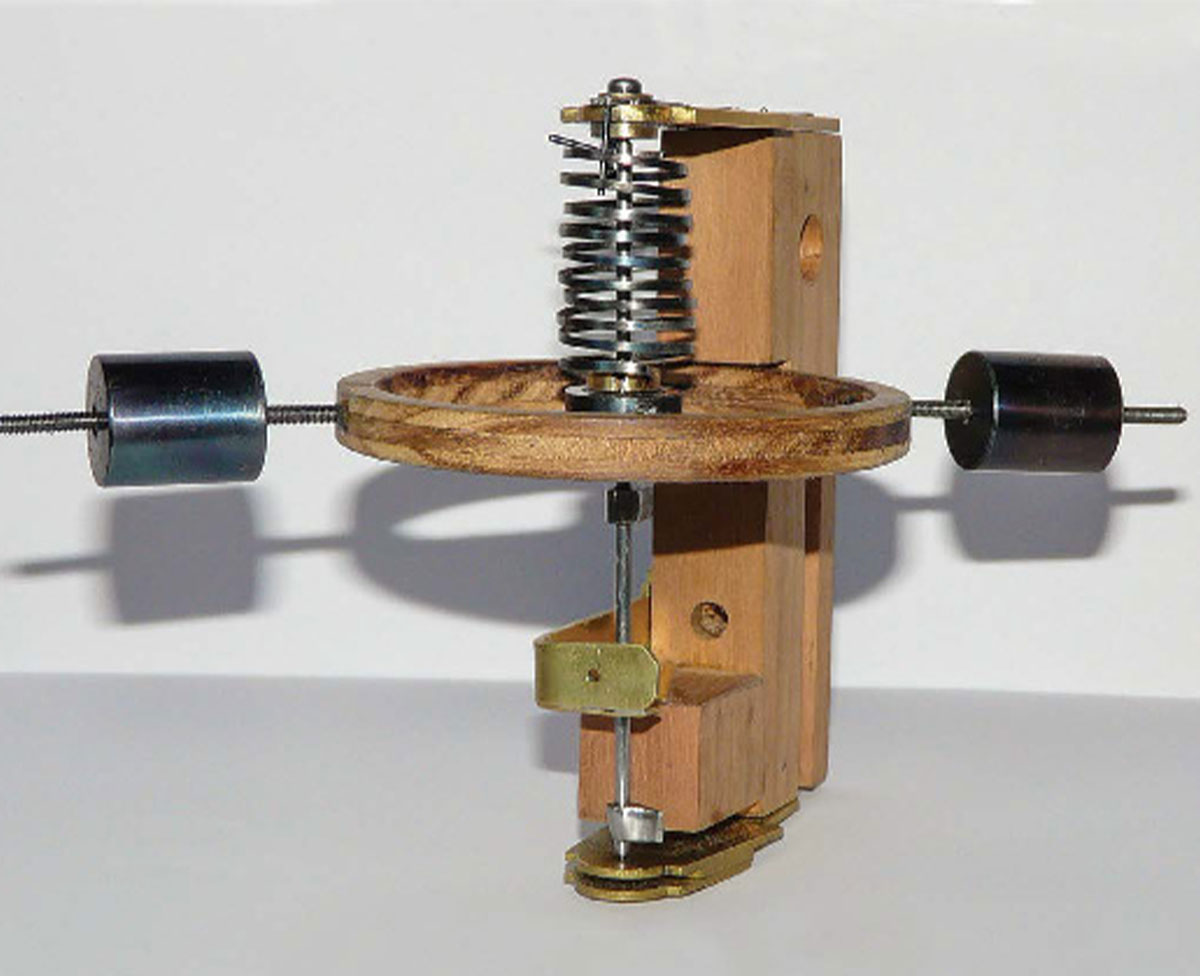
I calculated its maximum torque to be about 25 in-lb.5 I fitted the oiled spring into a brass barrel with a 56.5 mm (2.22") internal diameter and ran some experimental torque tests (Figures 9 and 10). The tests were done as described in a previous NAWCC Bulletin.6 I found that there were 7.6 turns of the barrel from unwound to fully wound. Tests were done twice, and the mean torque at each half turn of the barrel was calculated. The results revealed significant amounts of hysteresis, with a marked difference in the amount of torque delivered as the spring was wound up and let down (Figure 11). The torque was lower when the spring was unwinding than when it was being wound up. The down curve is the one that actually delivers power to the clock, so I used the section of the down curve between four and seven spring barrel turns.
Using some arithmetic, regression analysis, and experimentation I arrived at the required shape of the fusee cone. The cone is a straight-sided frustum 38 mm (1.5") long with a diameter of 35.8 mm (1.41") at the smaller end and 46.1 mm (1.81") at the larger end. The diameters make allowance for a 2-mm (0.08") groove to hold the fusee line. By using a thread pitch of 7.6 mm (0.3"), I achieved five turns of the fusee to three turns of the spring barrel. The approximate actual torque at each turn of the fusee is shown in Table 1. The fusee turns once every 40.5 hours, and the total running time for the clock is 8.4 days. Figure 12 shows the spring barrel and fusee.
The clock has Harrison maintaining power provided by a piece of 2-mm spring steel wire set in a recess in the great wheel similar to that shown in the August 2001 NAWCC Bulletin.7
Gear train details are given in Table 2.
The plates were sanded and painted with white acrylic undercoat. After additional sanding, they were painted with a 1:1 mixture of Jo Sonja’s carbon black and Prussian blue hue artist’s acrylic paint. They were then sealed with Jo Sonja’s polyurethane water-based gloss varnish.
Shellac was used to finish the pillars and fusee cone. The wheels were given a light coating of bees’ wax furniture polish using a small brush in a Dremel rotary tool.
The seconds dial was made from a piece of thin brass and engraved with lines at the 15, 30, 45, and 60 seconds positions. Epoxy adhesive mixed with black oxide powder was used to fill the lines. After the adhesive hardened, the excess was sanded off and the brass polished and lacquered.
Patterns for the hands were drawn on paper and then glued onto a piece of an old 0.8-mm (0.03")–thick bandsaw blade and cut out with a piecing saw. Needle files were used for finishing, and the hands were polished and heat blued. Because the skeletonized hands were difficult to read, they were later backed with thin pieces of brass that were painted with warm white artist’s acrylic paint before being sealed with polyurethane water-based gloss varnish (see Figure 13 and Figure 15). The brass backing pieces were glued in place with ultra clear epoxy adhesive.

I used the following steps to finish the case:

Table 3. Case dimensions
| Centimeters | Inches | |
|---|---|---|
| Overall height | 63.5 | 25 |
| Base | ||
| Width | 69.5 | 27.4 |
| Depth | 28 | 11 |
| Central tower section | ||
| Height | 48 | 18.9 |
| Width | 25 | 9.8 |
| Depth | 25 | 9.8 |
Figure 16 shows the case before vanishing and applying the brass rods around the recessed panels.
I made stylized contour relief models of the mouse and baby elephants by laminating pieces of medium-density fiberboard glued together with wood-working glue (Figure 17). The models were sent to a specialist art foundry for casting and patinating. The lost-wax method of casting was used, which achieved excellent detail in the finished bronzes (Figure 18).9 The two elephants were cast from the same fiberboard model.






 These Clocks Tell the Tale of a Remarkable Canadian Triumph: Meet Arthur Pequegnat and His Clocks
These Clocks Tell the Tale of a Remarkable Canadian Triumph: Meet Arthur Pequegnat and His Clocks
 The Watchmaker’s Regulator
The Watchmaker’s Regulator